
Product design is one of the most interesting things in BMX to me. Just the whole process of coming up with an idea and turning it into an actual product is so fascinating. Over the past two or three years, plastic pegs have really been becoming a hugely popular part for BMX. In that time, it seems like every brand has released their own version of the plastic peg these days and the heated debate over plastic versus metal pegs continues.
There might have been a lot of options added to the table, but they’re all pretty similar in design. That was up until a few weeks ago when Eclat released Nathan Williams’ signature peg that features a steel core that’s bonded with a plastic creating a one piece design.
After seeing a lot of mixed reactions about the peg, we figured it would be a good idea to catch up with one of the guys behind the design, Richard Shaw, to talk about how the peg was made and what really went into creating this version of the plastic peg. Let’s see what he had to say!
Alright, so for this new Insight, we’re going to take an in-depth look at the Nathan peg. Plastic pegs have been the popular product for brands lately. When did you guys initially start discussing doing your own version?
I guess things started rolling on the peg soon after Nathan joined the team back in Autumn 2011. We’d seen the rise in popularity of plastic pegs, and we’d been wanting to do a new peg for a while, Nathan was really into the idea, so it seemed to fit well.
Now, you guys took a different route than a large number of the pegs out there which feature an alloy core and a plastic sleeve. What were some of the reasons right off the bat you decided that wasn’t for you?
We had looked at the alloy/plastic route, which at the time there were quite a few brands doing that kind of peg. Some of our riders were running the alloy/plastic pegs so we talked to them about the positives and negatives. It was through this that we saw there were two main problems with the plastic pegs. The first, was that once you had grinded the peg down it was pretty easy to split and then it would just fall off the peg. The second reason was that if you managed to dent the alloy then it can be impossible to get a sleeve onto that peg again. So we wanted to explore a different route, something that was going to be more durable and last longer but also regain that simplicity of a one piece peg that had been lost with the newer sleeve designs.
So you settled on this one piece design, can you just talk us through that? Why is the peg made in this way?
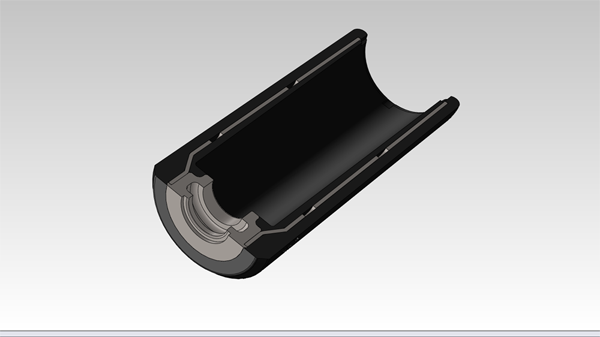
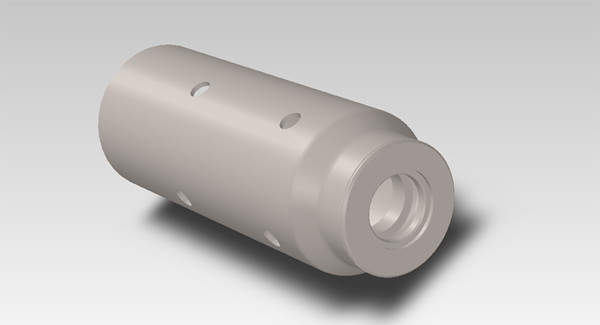
OK, so the peg is made from an inner chromoly steel core which is liquid heat treated to improve the strength. We chose steel rather than alloy because for the same thickness of material steel is a stronger and cheaper material. The tube section of the peg has holes drilled through it, this is to allow the plastic, when it is injected, to flow in and out of the steel. This binds the two materials together so strong that even if you grind through to the steel, the plastic holds on and you can just rotate and keep grinding.
How did Nathan tie into the design process? I’m sure he had a few ideas for things he would like to try.
We discussed the design with Nathan along the way. Once we had decided on the construction method for the peg and had tested that it would work, we finalized the outer shape with Nathan to get it to his liking. The outer shape is actually pretty important in a peg, if the diameter is too wide you will have clearance problems, with the peg sitting partially on the dropout welding.

Once the ideas were flowing, how many different concept drawings did you come up with when designing these? What were a few of the ideas that just didn’t work out?
Yes, there was quite a bit of working out to do mainly on the internal steel part, and refining the design to get the manufacture process as simple as possible, which helps to keep the cost down. We probably went through four or five different ideas before arriving at our final design. It was really down to the ability of forming the shape of the internal steel tube, once we’d got that worked out the rest of the design kind of fell into place. We spent a lot of time at the beginning trying to shape the inner steel tube round and back on itself so that we didn’t need to use such a large piece of steel for the cap, and thus keep the weight down. This was just too complicated and didn’t leave us with enough thickness of plastic closest to the dropout, which is actually the area that gets grinded on the most.
How long did the actual idea and design process take? I feel like a lot of people think ideas get drawn up on paper and prototypes are being made the next day.
Well it differs from product to product, the main factor is how is that part going to be made? Something like a stem is pretty quick, because you can take a block of aluminum and CNC it to your design, and you can ride it, test it etc, but for the peg that wasn’t possible. The inner steel piece and the plastic that surrounds it both required toolings to be open to mold the shapes, making these mold tools takes a while. I think for the peg we had worked out the design, produced the tooling and got a couple pulled out of the mold by the end of February.
Once the idea was nailed down, it was off to getting a few prototypes made up, right? What kinds of things go into the actual process of getting a mold for a peg made? Seems like an easy process.
Ha ha, I wish it was, essentially it wasn’t possible to make a quick prototype for testing if the design principle worked because the design relied on the inner steel having this plastic injected in and around it. The inner steel is essentially a tapered tube, but to get that taper you need a tool to form the shape. The cap is made by CNC to precisely fit the tube end. Once these two are fixed together the whole thing is liquid heat treated, making the peg actually strong enough to grind with on its own. The inner part is then held in position inside the injection mold tool whilst the plastic is injected in and around it.
Once you had the mold, I’d imagine you had a few different types of materials you guys wanted to use. Care to share some of the different types of metals and plastics that were tested out?
It wasn’t so much about different materials but rather different percentages of the same materials. We actually spent a lot of time on this because we knew we needed a tough plastic that would last longer than a typical sleeve peg.
In the end we found a mixture of nylon, fiberglass and a special additive agent that gave us a material that would allow fast grinding and give a decent life span for the peg.
I remember back in the day Odyssey had an issue with the original JC/PC pedals where the plastic would warp from the climate change which required them to change things up. Did you guys experience any crazy things with these pegs at all?
Not really, a lot more is known about using plastics in BMX now, and the mold design can allow for things like shrinkage, so thankfully we didn’t get any real headaches from that side.

Ultimately, you guys went with a steel core that you decided to do your liquid heat-treating to. What are some of the advantages of going with steel over aluminum and maybe explain what the liquid heat-treating means for those out there that are curious?
Well there are two main reasons to use steel over aluminum. The first is for the same thickness of material, crmo is much stronger, and the second is that steel is much cheaper than alloy. If we had gone with alloy we would have to have used a greater thickness, which would have increased
the whole outer diameter of the peg. We wanted to have a minimum of 4mm of plastic along the length of the peg so there was plenty to grind through. Liquid heat treatment is a process where the steel is heated up to a certain temperature, for a certain length of time and then cooled in a liquid rather than air. This process basically alters the grain structure inside the steel to improve its strength characteristics.
Once the steel is molded and heat-treated, what’s next? Do they just pour the liquid nylon into the mold and then let it harden?
No, these pegs are injected, so the mold tool is sealed and the plastic is forced in at high pressure, the whole thing happens fast because as soon as the plastic starts to cool it stops flowing. So the whole process takes seconds rather than minutes.
How long did testing go on these? I feel like it had to of been a while since I saw samples of these back in September at Interbike if I remember right.
Yeah, the pegs you saw at interbike were actually the first ones we’d got of the v2 shape. Out first shape had more of a tapered end, this was to improve dropout clearance and also give the peg a different look. But we found that the shape meant the peg locked you into a grind and kind of pinched the rail between the peg and hubguard making it harder to twist out of a grind. Also Nathan was leaning more towards a flat shape, so in the end we added just a small chamfer at the end to give an extra couple of millimeter clearance on the dropout.

What are the final dimensions of the peg? Are these pegs bulky in comparison to the other plastic pegs available?
They measure 4” x 42mm, which is pretty similar to the sleeve pegs on the market. We wanted to go thinner in diameter but the size was dictated by the size of a socket wrench, plus the structure of the plastic and steel. We didn’t want to compromise the plastic thickness just to achieve a slimmer peg because we wanted a peg that you could really use and use.
How much do the pegs weigh in at?
6.7oz or 170g
Do you guys have plans on doing any other color options or are you sticking to the classic black?
Just the classic black for now, but who knows…

These are out now, right? What’s the price tag?
They are in the shops now, and are about $22
Start to finish, how long did it take to go from idea to final product with the Nathan peg?
It was actually about a year, more or less. All that R&D time adds up and we wanted to give plenty of testing time for these to make sure they really were going to last.
On a scale of 1 to Nathan, how good will these pegs make me if I run them?
Erm, well it’ll will definitely make you sound like Nathan when he’s grinding, can’t say as much for the riding part.

You can pick up the Nathan peg for $21.99 on Dan’s Comp or you can have your local shop here in the U.S get ahold of Seattle Bike Supply to get your a set ordered up today.
You can find out more about Eclat and their products by visiting their website — EclatBMX.com